












所有平台仅提供服务对接功能,所载文章、数据仅供参考,股市有风险,投资需谨慎,用户需独立做出投资决策,风险自担!

时间:2026-04-07 10:58:35来源:搜狐
在精密机械制造领域,热处理工艺的选择直接决定零件的表面性能与服役寿命。尤其是针对齿轮、轴类、液压元件等承受高温、高压、重载工况的零部件,其表面硬化处理的质量好坏,往往成为产品失效的关键变量。
传统热处理工艺长期面临三类困境:一是渗碳层均匀性难以保证,导致零件批次间性能差异明显;二是高温氧化脱碳影响后续加工余量及配合精度;三是热处理变形量控制难度大,精密零件在淬火后往往需要追加校直工序,延长生产周期、推高综合成本。
这些痛点在不锈钢、低碳合金钢等特殊材料的处理中尤为突出——常规气氛炉难以实现对此类材料的有效硬化,而市场对这些材料高耐磨性能的需求却持续增长。
二、工艺解读:真空渗碳的技术逻辑
真空渗碳作为一种低压气氛热处理技术,其工艺逻辑建立在以下原理之上:
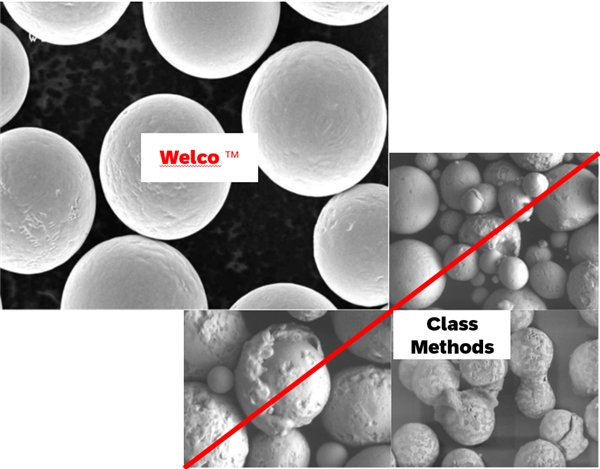
从工艺效果的维度比较,真空渗碳相较于传统渗碳工艺,在三个关键指标上呈现出明显差异:渗碳时间缩短约30%;热处理变形量减少约50%;渗层均匀性明显提升,这对齿轮类零件的齿面一致性尤为重要。
三、设备能力与工艺范围:参数决定边界
工业真空渗碳的实际应用价值,很大程度上取决于设备能力与工艺参数的匹配程度。以宁波市精恒凯翔机械有限公司热处理部门的设备参数为例,其炉内有效尺寸为750mm(W)×750mm(H)×1300mm(L),高渗碳温度950℃,淬火温度可达1200℃,炉温均匀性控制在±5℃,真空度可达≤10Pa。
这一参数组合决定了其适用工件的边界:既能处理大型传动件,也能满足精密小件的批量需求,同时温度均匀性保证了批次内各工件渗层的一致性。
在材料适用范围上,真空渗碳工艺可覆盖低碳钢(如20#、20Cr、20CrMnTi)、合金钢(如GCr15、Cr12、H13)乃至不锈钢(如304、316、17-4PH)等。尤其是对不锈钢的处理能力,是真空渗碳区别于常规热处理的重要特征——通过真空渗碳,不锈钢表面可形成高硬度碳化物层,硬度可达HV1000以上,扩展了不锈钢在耐磨场景下的应用边界。
四、应用场景洞察:哪类零件更需要真空渗碳
从行业实践来看,以下几类应用场景对真空渗碳工艺的需求相对集中:
五、企业实践:精恒凯翔的热处理工艺积累
宁波市精恒凯翔机械有限公司成立于2006年,是国家认定高新技术企业(2023年),热处理部门提供包括渗碳、碳氮共渗、光亮淬火、调质及真空渗碳在内的多种热处理工艺服务。其热处理业务的差异化特征体现在以下几点:
六、行业建议:热处理工艺选型的参考维度
对于有热处理需求的制造企业,在工艺选型时建议关注以下几个维度:
一,工件材料与目标硬度的匹配性。不同材料对渗碳介质的响应不同,尤其是不锈钢等特殊材料,需确认供应商是否具备真空渗碳能力。
第二,变形公差与后续加工余量的协调。若零件后续有磨削或精加工工序,应提前与热处理供应商沟通变形控制方案,避免因变形超差导致的加工余量不足。
第三,渗层深度与服役工况的对应关系。不同工况对硬化层深的要求不同,渗碳工艺可实现0.5~2.0mm(普通渗碳)或0.5~2.5mm(真空渗碳)的硬化层深,需根据实际接触应力与耐磨需求合理选择。
第四,设备参数与工件尺寸的适配验证。在委托加工前,建议核实供应商炉膛有效尺寸与温度均匀性指标,确保工件在炉内能够获得均匀处理效果。
随着精密制造对零件表面性能要求的持续提升,真空渗碳工艺的应用范围正在从航空、军公等高级领域向更多工业细分场景延伸。对制造企业而言,理解不同热处理工艺的技术边界与适用条件,是提升产品可靠性、降低综合加工成本的重要前提。
声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。







图文推荐

2024-01-19 17:31:07

2024-01-19 15:25:45

2024-01-17 12:21:59

2024-01-16 15:48:12

2023-12-28 12:21:44

2023-12-27 13:44:59
热点排行
精彩文章

2023-12-27 13:44:42

2023-12-15 12:58:45

2023-12-13 15:30:19

2023-11-14 16:46:19
2023-11-14 12:17:40

2023-11-09 10:46:41
