






所有平台仅提供服务对接功能,所载文章、数据仅供参考,股市有风险,投资需谨慎,用户需独立做出投资决策,风险自担!

时间:2022-08-30 09:01:20来源:网络整理
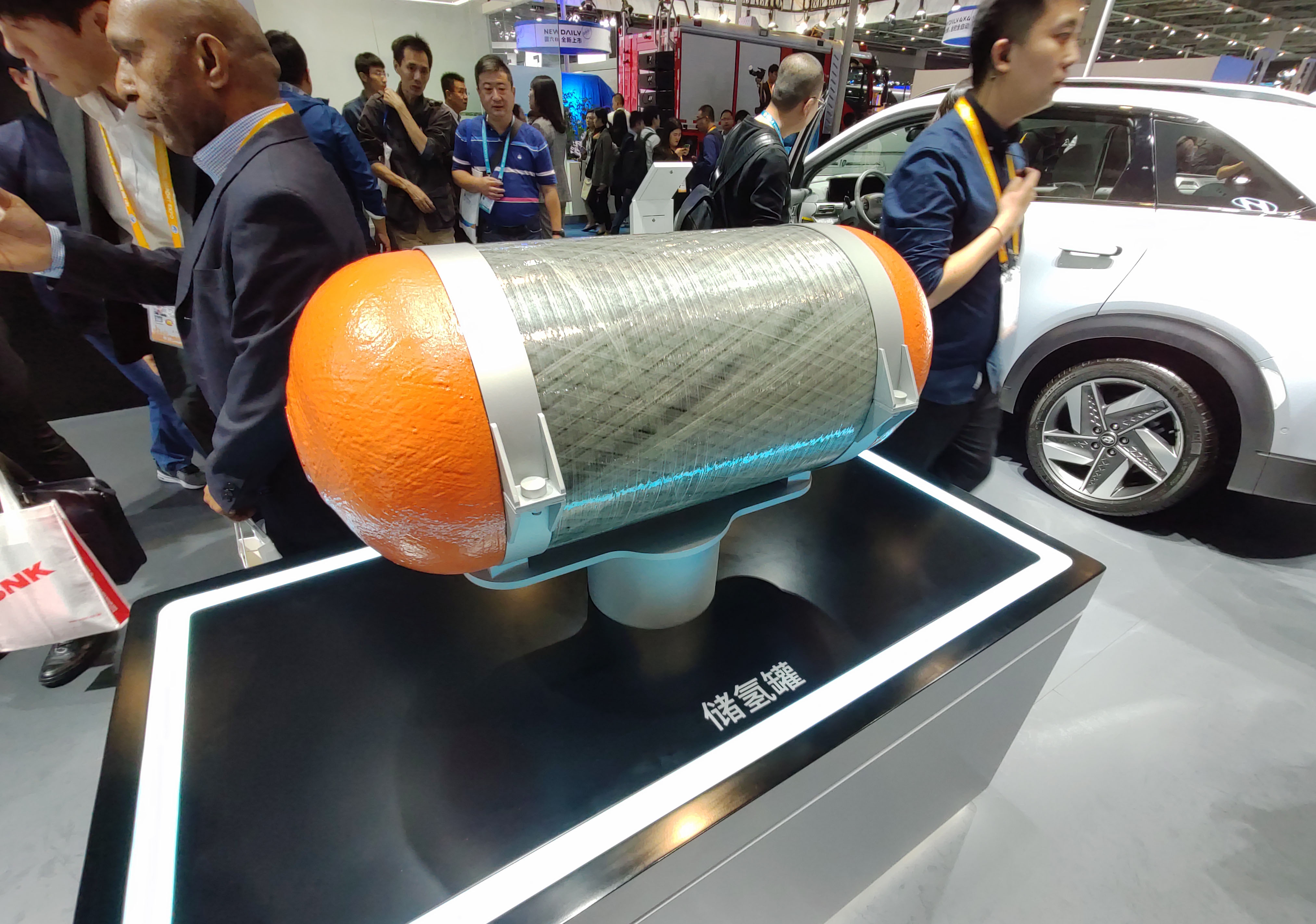
储氢瓶的技术发展水平与燃料电池汽车的续航里程、车辆经济性和氢气安全性密切相关。除了提高灌装性能,减轻重量、体积和成本是车载高压储氢瓶的主要课题。车载储氢技术主要包括高压气态储氢、低温液态储氢和固态储氢。丰田Mirai配备最新一代IV型储氢钢瓶,储氢密度5.7 wt%。本文分享了丰田Mirai车载储氢系统的轻量化、小型化、低成本和提高填充性能的开发技术。
燃料电池汽车储氢瓶的大小和形状,既要保证足够的车内空间,又要满足一定的储氢能力(或储氢密度)。丰田Mirai底盘上安装的两个储氢瓶采用最新一代IV型储氢瓶技术,额定工作压力70MPa,峰值充装压力87.5MPa,储氢能力122.4 L(前部 60 L,后部 62.4 L)。前置储氢瓶尺寸Φ350×L1016,重量42.8kg;后储氢瓶尺寸为Φ436×L748,重量为44.7kg。两个储氢瓶的最大储氢质量约为5公斤,储氢密度高达5.7wt%。
FCHV-adv和Mirai储氢瓶示意图
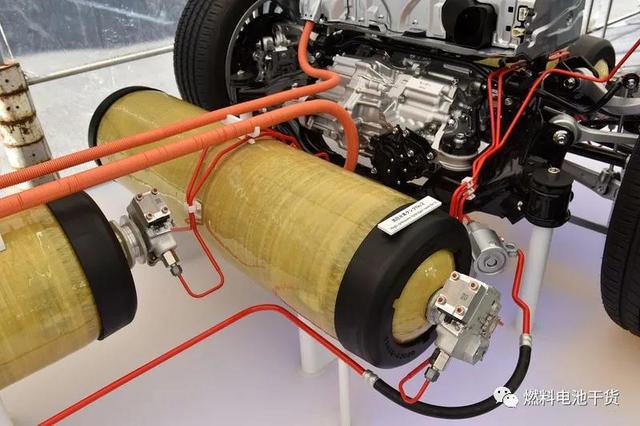
Mirai车载储氢系统架构
丰田汽车公司通过优化储氢气缸的碳纤维层压结构,并使用高强度、低成本的碳纤维材料,减少了 Mirai 车载储氢系统的气缸质量。通过优化阀门结构减小高压阀门体积,改进传统汽油车用高压传感器,适应未来高压氢气环境。 Mirai储氢系统与丰田FCHV-adv相比,重量减轻了15%左右,同时零部件数量减少了一半,大大降低了成本。此外,通过将加氢站的氢气温度降低到-40°C(根据SAE J2601),FCV加氢时间大大缩短。另外,温度传感器在储氢器中的位置调整瓶以提高燃料电池汽车与加氢站之间由SAE J2799 IrDA通信标准确定的加氢量(SOC)。满足全球技术法规(GTR)最新规定。耐火试验对储氢瓶的耐冲击和耐火要求。
注:SAE J2601加氢标准267页和SAE J2799 IrDA加氢站软硬件标准33页全文,限时免费下载方法见文末
轻量级
Mirai储氢瓶结构
碳纤维增强塑料层压法
高压气态储氢瓶在车载储氢系统的质量中占比最大,因此高压储氢瓶在车载储氢系统中率先实现轻量化。丰田Mirai高压气态储氢瓶采用三层结构,即树脂内胆(塑料内衬)、碳纤维增强树脂(CFRP)中间层和玻璃纤维增强树脂(BFRP)外层。其中,树脂内胆用于密封氢气,CFRP中间层保证高抗压强度,BFRP外层保护氢气瓶外表面。树脂内胆两侧有金属口,金属口的一侧用于阀门安装。丰田Mirai储氢瓶通过优化碳纤维增强树脂层,减少材料用量,大大减轻了车身重量。
Mirai高压储氢瓶外观
Mirai高压储氢瓶叠层结构
高压储氢瓶CFRP结构通常采用三种缠绕组合方式:环形缠绕加强氢气瓶筒体,低角度螺旋缠绕加强弧顶(沿轴向) ),以及高角度螺旋缠绕加强过渡(或边界区域)。如果需要,加强过渡部分的大角度螺旋缠绕也可以缠绕在中间区域。对于上一代FCHV-adv,由于储氢瓶圆柱体呈70°角的大角度螺旋缠绕,增强效率会降低,如下图所示。
纤维角度与强度效率的关系
对于储氢筒中间区域(圆柱罐体)的大角度螺旋缠绕,Mirai储氢筒采用了一种新的层压方式,在不使用大角度螺旋缠绕的情况下,增强了边界区域(过渡)部)。下表比较了传统层压和新层压方法。具体来说,层压方法做了以下三个变化: 2.优化环包的末端位置,同时保持加强边框区域,同时保持上一代内衬形状; 3.循环环绕在内部居中。
传统层压与新型层压方法的比较
上述层压方法的改进主要有以下两个效果。首先,取消了占整个层压结构约25%的大角度螺旋绕组。其次,环向缠绕将高应力区域集中在内部,是加强储氢瓶中间区域,有效利用碳纤维强度的有效方法。与传统层压方法相比,上述双重作用可减少 20 wt% 的 CFRP。
金属界面优化
为了减少CFRP的使用,对储氢瓶金属界面的形状进行了优化。一般可以通过增大法兰直径和减小开口直径的尺寸来降低金属界面法兰对CFRP的表面压力丰田mirai储氢罐,这样可以减少螺旋缠绕层中CFRP的使用量。下图展示了FCHV-adv和Mirai储氢瓶的金属界面差异对内部CFRP表面压力的影响。 Mirai可以将螺旋缠绕层的体积减少5%左右。
CFRP在金属界面的表面压力对比
优化层压结构和金属界面可以大大减少过渡区(通过消除大角度螺旋缠绕)和弧顶区(减少螺旋缠绕)的CFRP用量。与其他减重项目相结合,这些措施相比 FCHV-adv 减少了约 40% 的 CFRP 使用量,从而使 Mirai 储氢罐的储氢密度高达 5.7 wt%,这也是世界最高之一。下图为FCHV-adv和Mirai不同叠层储氢筒的截面图。
丰田两代储氢瓶贴合方式横截面比较
小型化和低成本
与搭载 4 个氢气罐的上一代 2008 FCHV-adv 不同,丰田 Mirai 搭载 2 个氢气罐。但仅将储氢钢瓶数量减少一半还不足以满足高压储氢系统的成本目标。因此,从整体高压储氢系统入手,丰田汽车公司采取了多项措施来降低成本,包括降低材料成本、减少车载储氢系统部件、共享传统汽油发动机部件等。特别是在丰田上一代FCHV-adv上,由于使用了航空级碳纤维材料,储氢罐的成本居高不下。对于第一代Mirai,丰田汽车公司选择与碳纤维制造商东丽合作,大幅提升通用碳纤维材料的性能,最终将通用碳纤维的强度提高到航空级碳的水平纤维,实现储氢瓶的小型化和轻量化。
高压阀
除了高压储氢罐,丰田汽车公司还对高压部件进行了小型化和降低成本的改进。高压阀门主要有手动阀、止回阀、热熔螺栓和电动截止阀。通常,为了防止氢脆,与氢直接接触的高压部件大多采用铝合金或不锈钢制成。 Mirai车载备用系统中的高压阀和高压调节器与上一代丰田FCHV-adv一样,采用铝合金为主体,不锈钢为主要部件。但通过优化阀门结构,Mirai的组件数量明显减少,如下图所示。
丰田两代燃料电池储氢钢瓶阀门系统结构
通过优化储氢瓶阀系统结构,修改电动截止阀布局,简化阀内气体流路。此外,电动截止阀的内部结构也进行了优化,以减小其尺寸。在上一代丰田 FCHV-adv 燃料电池汽车中,止回阀等滑动部件被集成到不锈钢套筒中,以提高耐用性。在第一代 Mirai 燃料电池汽车中,丰田取消了套筒以减少零件数量和阀门尺寸。下图对比了丰田FCHV-adv的止回阀与Mirai车载储氢系统的滑动结构。
二代燃料电池储氢缸止回阀滑动结构
一般来说,铝合金的低硬度在与不锈钢结合使用时是一个值得关注的问题。硬度低引起的问题包括:由于金属异物的产生而导致滑动附着力和密封性差。因此,在丰田上一代FCHV-adv中,不锈钢与不锈钢结合使用,以防止磨损和金属异物。相反,Mirai 氢气罐止回阀的开发是为了用新的表面处理取代不锈钢套筒。
球和盘磨损试验方法
球盘磨损试验设备概要
上图显示了丰田在研究中使用的球盘磨损测试方法和设备形状,通过开发一种新的测试仪器在真实的氢环境中测试磨损。在开发试验中,改变了材料类型和表面处理方式,球体作为不锈钢阀芯,阀瓣作为阀体的滑动面。考虑到球体和圆盘的耐久性,测试主要使用总滑动距离来间接表征磨损。测试结果表明,铝制阀体的耐酸铝表面处理可以保证在氢气环境下滑动特性的稳定性。下图比较了使用的材料、平均摩擦系数以及经过和不经过氧化铝涂层测试的盘的表面磨损状态。

碟片材质、表面处理与摩擦系数的关系
表面处理与未处理滑动面的比较
通过以上改进,Mirai储氢钢瓶高压阀的重量减轻了约25%,零件数量减少了35%,从而实现了尺寸和成本的降低。下图为两代阀门的外观对比。
两代高压阀对比
高压调节器
为了降低高压调节器的成本,丰田汽车公司还对调节器的密封部件进行了重新设计和研究。氢气喷射器的作用是对压力调节阀进行瞬态控制。如果瞬时压力变化太大,则喷射量波动很大,对燃油经济性产生不利影响。下图为调压阀的基本结构。
高压调节器的结构
调压阀由高压侧的阀芯和低压侧的活塞、弹簧等部件组成。供油时,调节器的瞬时流量与下游的氢喷射器的动作同步变化,从而使活塞、阀芯等部件产生小行程动作。这种动作引起的不稳定性,例如活塞滑动部分的摩擦系数发生较大变化,会导致瞬态压力特性发生变化。鉴于此,丰田Mirai采用低成本材料制作活塞滑动密封件,并通过创新的密封材料形状确保稳定的滑动特性。同时丰田mirai储氢罐,活塞形状也进行了优化。与丰田 FCHV-adv 相比,Mirai 的调节器以更低的成本实现了更好的瞬态压力特性。下图显示了不同流速下的瞬态压力情况和滞后。可以发现,与FCHV-adv相比,Mirai系统调压阀出口压力在较宽的氢气流量范围内基本保持在1.25 MPa左右。
调压器瞬态压力特性比较
高压接头
为了降低成本,丰田还设计并改变了Mirai高压接头的密封结构。由于长期消耗氢气后,高压接头的温度会降至-50℃,因此丰田FCHV-adv高压接头的O型圈密封结构需要使用昂贵的特殊材料。为了减少零件数量,丰田Mirai采用了新的金属密封结构。下图为高压接头结构。管道和接头的材料是不锈钢,但考虑到密封性能,不锈钢的材料硬度特别优化。采用上述高压接头结构,无需增加垫片即可保证密封可靠性,降低成本,缩短装配时间。
高压接头截面示意图
高压传感器
现有汽油发动机中使用的高压传感器已经过改进,可用于 Mirai 的高压氢气环境。下图显示了高压传感器的横截面。高压传感器的工作过程是利用半导体应变片来识别由于施加高压而引起的膜片的微小变形。但是,如果高压传感器在氢气环境中长期使用,会有少量氢气溶解到膜片中,造成变形,影响传感器的精度。
高压传感器截面
下图显示了由于氢脆(氢固溶体)引起的隔膜膨胀和变形的测量结果。丰田 Mrai 车载储氢系统的高压传感器经过了多项研究,包括改变隔膜材料和形状。最后,在隔板的内表面添加保护膜以抑制氢渗透。这层保护膜可以利用现有的表面处理技术,有助于最大限度地降低成本,最终将隔膜氢脆的氢渗透降低到上一代FCHV-adv的10%左右。可以肯定的是,即使长时间在高压氢气环境中使用,氢气的渗透量也不会对传感器的精度产生不利影响。
氢渗透影响下的隔膜变形图
提高灌装性能
在2008年之前,大多数能够预冷氢气的加氢站只能将氢气温度降低到-20°C,导致丰田FCHV-adv的加氢时间约为10分钟。此外,由于加氢站与车辆之间的通信标准不兼容,储氢瓶的最大充氢容量(SOC)被限制在90%左右。目前,符合SAE J2601标准的加氢站已经开始进入市场。这些加氢站能够将氢气预冷至-40°C,加氢时间已减少到与汽油车大致相同的水平。此外,通过保证通信协议的兼容性,增加了储氢瓶的最大充氢容量。下图是Mirai加氢通信系统的配置、两代丰田FCV的加氢时间和SOC。
未来汽车储氢系统通信架构
FCHV-adv和Mirai加氢时间和SOC比较
SOC与喷射角、温度传感器位置L的关系
此外,通讯设备的使用也提高了加氢的准确性。对于车载储氢系统,储氢瓶形状不同,其压力损失(氢气入口和氢气瓶)和储氢瓶的比热容会有所不同,加氢过程的温升特性会有所不同。不同的。与液体燃料不同,气缸中气体燃料的 SOC 估计通常需要在重新填充期间对压力和温度进行校正。因此,如果两个储氢罐之间或储氢罐内部的温差较大,检测平均温度非常重要。丰田Mirai调整了加氢管到每个储氢罐的路径,以尽量减少两个储氢罐之间的温差。此外,为了应对储氢瓶内较大的温差,调整了加氢气体的注入方向和温度传感器的位置。以上措施保证了丰田Mirai在加氢过程中的实际SOC超过95%,大大提高了加氢精度。上图为温度传感器位置和储氢瓶注气方向对SOC影响的测试结果。
认证
丰田汽车公司开发 Mirai 车载储氢系统的目标之一是获得新制定的全球技术法规 (GTR) 和相关欧洲 (EU) 法规(储氢系统组件的编号认证)上一代高压储氢罐已通过日本标准KHK S0128认证,该标准于2013年制定,是车载压缩储氢罐的技术标准,对于丰田Mirai来说,这是首次尝试日本在GTR规定的更严格的测试条件下获得了新型FCV的高压储氢瓶和高压阀的认证。GTR GTR与常规测试条件相比的三个主要区别是:(< @1)化学腐蚀和物理冲击(跌落)后压力状态试验对储氢钢瓶的影响持续评估(见下图) );(2)在常温等极端温度环境下进行评估;(3)除了传统的储氢瓶完全吞没燃烧试验外,增加了温度驱动安全泄压装置(TPRD ) 一侧局部加热燃烧试验。
储氢瓶连续评估模式(ECE/TRANS/180/Add.13)
部分燃烧测试
完整的吞噬测试
除了目标部件的氢气压力测试外,测试对象还包括车载储氢系统的其他部件。测试的整体外观如下图所示。为应对局部火灾,在传统的碰撞吸能保护装置中增加了耐火材料,既满足抗冲击、耐火的要求,又不增加外置储氢瓶的体积。
压力条件下测试对象的外观
Mirai储氢瓶保护装置
总结
丰田第一代Mirai高压储氢系统引入了储氢瓶、单向阀、调压阀等多项新研发部件,确保储氢系统具有足够高的储氢能力密度并且不占据FCV空间的内部。通过改进储氢筒的CFRP叠层结构,减少了储氢筒的重量,Mirai储氢系统的重量效率提高了15%左右(与丰田FCHV-adv相比)。此外,通过使用新开发的低成本、高强度碳纤维,简化了高压部件的结构,对传统汽车零部件进行再利用,大大降低了成本。通过确保与SAE J2601和SAE J2799标准(加氢站和FCV通信)的兼容性,提高加氢性能,将Mirai加氢时间缩短至3分钟,提高储氢罐的最大加氢容量(SOC),促进商业化FCV。
声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。




图文推荐

2022-08-30 08:05:23

2022-08-29 12:23:13

2022-08-29 11:40:04

2022-08-29 10:57:12

2022-08-29 10:57:02

2022-08-29 10:14:14
热点排行
精彩文章

2022-08-30 08:48:05

2022-08-30 08:05:27

2022-08-30 08:05:17

2022-08-29 12:23:17

2022-08-29 11:40:18
2022-08-29 11:05:23
热门推荐
