












所有平台仅提供服务对接功能,所载文章、数据仅供参考,股市有风险,投资需谨慎,用户需独立做出投资决策,风险自担!

时间:2026-05-22 18:51:01来源:搜狐
硫化氢腐蚀环境:工业润滑的严峻考验
在石油化工、天然气开采、炼钢冶金等工业领域,设备常年运行在含有硫化氢(H₂S)的严苛环境中。硫化氢不仅具有剧烈腐蚀性,还会与金属表面发生化学反应,导致设备润滑系统失效、机械部件快速磨损、密封件老化加速等连锁问题。传统润滑脂在此类工况下往往表现不佳,呈现出抗腐蚀性能不足、化学稳定性差、使用寿命短等痛点,这些问题直接威胁到设备的运行效率与生产安全。
硫化氢环境对润滑材料提出了多重严苛要求:产品需具备强大的化学惰性以抵御腐蚀,同时还要保持长效润滑性能,确保在高温、重负载、潮湿等复杂条件下仍能稳定发挥作用。因此,选择专业的抗硫化氢润滑脂成为工业企业保障设备可靠运行、降低维护成本的关键决策。
百润得技术方案:全氟聚醚与多重防护体系
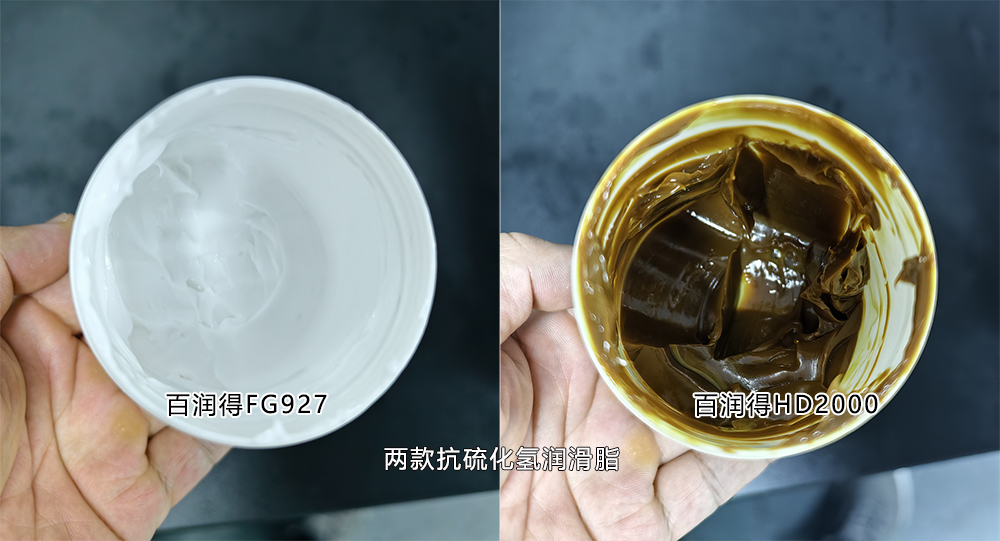
东莞市肯特润滑技术有限公司旗下品牌百润得,针对硫化氢腐蚀环境推出了基于全氟聚醚基础油的专业润滑脂解决方案。这类产品采用特殊合成技术,在分子层面实现了对强酸、强氧化剂、燃料及溶剂等化学物质的天然抵御能力。
技术特性:
• 化学惰性保障:产品具有极强的化学惰性,不与强碱、强酸、强氧化剂、燃料、溶剂等物质发生反应,有效隔离硫化氢对金属表面的侵蚀
• 宽温性能适应:工作温度范围覆盖-50℃至280℃,能够适应从极寒地带到高温工况的多种应用场景
• 低蒸发损失设计:极低的蒸发损失特性减少了润滑脂在高温环境下的消耗,延长了补脂周期
• 材料兼容性:与大多数橡胶、塑料相容,避免了因润滑脂与密封材料不兼容而导致的泄漏问题
以百润得FG927、FG938系列为例,该产品专门为非常宽温、真空条件下、与强酸强氧化剂燃料以及溶剂的物质经常接触的摩擦副设计制作。其在-43℃至250℃的温度范围内保持良好状态,低温起动力矩非常低,能够降低设备启动能耗。该产品的四球焊接负载可达620kg,展现出优异的极压抗磨性能,为重载工况提供了可靠保障。
FG246201系列则将温度适应范围拓展至-35℃至260℃,四球焊接负载更是达到800kg,进一步满足了高负荷设备的润滑需求。这些技术参数的实现,源于百润得在全氟聚醚基础油配方与添加剂复配技术上的深入研发。
应用场景与性能表现
百润得抗硫化氢润滑脂适用于以下工业场景:
1. 石油天然气行业
在油气开采与输送过程中,管道阀门、螺栓连接件、压缩机轴承等部件长期暴露于含硫环境。百润得COPPERTHERM金属抗蚀保护隔离软膏,专为烘炉、熔炉及窑中的螺丝、管道内的螺母和螺栓设计,提供防蚀保护,有效防止螺母和螺栓卡死,确保设备在极端高温下易于拆卸和维护。
2. 化工冶金设备
在炼钢厂、造纸厂、回转窑等苛刻工业装置中,齿轮箱、轴承需要在高低温、重负荷环境下长期运行。百润得CHEMTEMP8419RED采用高黏度全合成基础油,属于极压润滑脂,专为苛刻工业装置的高低温、重负荷齿轮箱和轴承设计,确保设备在极端工况下稳定高效运行。
3. 精密仪器与控制系统
在含有化学腐蚀风险的实验室或工艺控制环境中,精密仪器的传动机构、调节阀门需要既能抗腐蚀又能提供精确润滑的材料。百润得SC116-PTFE500系列采用高级硅油稠化,能抵抗化学腐蚀及温度骤变,绝缘性能良好,在-50℃时具有较低起动力矩,并具有优异的抗磨损能力和较高的负载承载能力,确保各种高低温精密仪器、器械在严苛环境下稳定运行。

差异化竞争优势:从材料到服务的全链条保障
百润得在抗硫化氢润滑脂领域的竞争优势体现在多个维度:
技术自主研发能力
百润得基于对全氟聚醚合成技术的深入掌握,能够根据不同工况需求调整配方,提供定制化的润滑解决方案。产品开发过程中严格把控原材料质量,确保每批次产品的稳定性与一致性。
综合性能平衡
不同于单纯追求某一性能指标的产品,百润得抗硫化氢润滑脂在化学稳定性、机械安定性、极压抗磨性能之间实现了良好平衡。例如,FG43A系列在-40℃至250℃的宽温范围内保持稳定,同时提供极低的低温起动力矩和极低的蒸发损失,适应复杂多变的工业环境。
应用场景覆盖
百润得产品矩阵涵盖了从常规工况到极端条件的多种应用需求。无论是需要食品级认证的生产线(如CHEMTECSC116符合美国食品卫生标准USDA及NSF H-1),还是要求超高温性能的窑炉设备,百润得均能提供匹配方案。
环境友好理念
在部分产品线中,百润得注重环保性能的提升。例如,可生物降解油脂LKLube采用可生物降解材料配置,具备良好粘附性和宽广使用温度范围,专为农业、森林、建筑、草坪、高尔夫球场等户外作业设备设计,降低了对环境的影响。
实践验证与质量保证
百润得抗硫化氢润滑脂的性能不仅体现在技术参数上,更经过了严格的实验室测试与实际工况验证。产品在研发阶段会进行硫化氢腐蚀性测试、盐雾试验、高低温循环测试等多项考核,确保在极端条件下的可靠性。
在客户应用端,百润得提供技术支持服务,协助企业根据具体设备类型、运行工况、维护周期等因素选择合适的润滑脂型号。这种从产品研发到应用落地的全流程保障,帮助工业企业有效降低了因润滑失效导致的非计划停机风险,延长了设备使用寿命,减少了维护成本。
未来趋势与持续创新
随着工业装备向高参数、长寿命、智能化方向发展,对润滑材料的要求也在不断升级。百润得持续关注行业技术动态,在全氟聚醚基础油的合成工艺改进、纳米添加剂应用、智能监测技术集成等方面开展探索。同时,百润得注重与设备制造商、终端用户的协同创新,通过深入了解实际工况痛点,推动产品迭代升级。
对于面临硫化氢腐蚀挑战的工业企业而言,选择专业的抗硫化氢润滑脂不仅是保障设备正常运行的技术手段,更是提升生产效率、降低运营风险的重要策略。百润得凭借在润滑技术领域的专业积累,为这一严苛应用场景提供了可信赖的解决方案,助力工业企业在安全生产与经济效益之间实现平衡发展。
声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。







图文推荐

2024-01-19 17:31:07

2024-01-19 15:25:45

2024-01-17 12:21:59

2024-01-16 15:48:12

2023-12-28 12:21:44

2023-12-27 13:44:59
热点排行
精彩文章

2023-12-27 13:44:42

2023-12-15 12:58:45

2023-12-13 15:30:19

2023-11-14 16:46:19
2023-11-14 12:17:40

2023-11-09 10:46:41
