





所有平台仅提供服务对接功能,所载文章、数据仅供参考,股市有风险,投资需谨慎,用户需独立做出投资决策,风险自担!

时间:2022-05-05 17:07:16来源:网络整理
驻马店2021电解抛光助剂许昌厂
驻马店2021电解抛光助剂许昌厂
不锈钢电解抛光设备,环保通用抛光药水
1、电解抛光定义
电解抛光(Electrolytic Polish)又称电化学抛光。它以抛光后的工件为阳极,不溶性金属为阴极。两极同时浸入电解槽中,通过直流电产生选择性阳极溶解,从而提高工件表面的亮度。
2、电解抛光原理
电解抛光的原理主要以理论为基础理论。其原理主要是从工件上脱离的金属离子与抛光液中的磷酸形成磷酸盐膜,吸附在工件表面。这种膜在凸部处较薄,在凹部处较厚,并且由于凸部处的高电流密度而溶解。快,随流,不平度不断变化,使工件粗糙表面逐渐平整。 4481037270
或工件相互重叠并被屏蔽。解决方法与开槽抛光工件的数量相同。或者注意工件的放置,对水箱进行翻新和电抛光。设备储罐压灌反应釜改造及大修外包服务,并提供相关检测服务,提供检测报告,设备在使用时,尤其是含氯离子物料储罐搅拌罐、多晶硅还原炉等设备腐蚀,会出现腐蚀和黑锈点,会影响您的正常生产,甚至影响产品的质量,所以要根据生产情况进行定期保养。研磨抛光,我公司可为贵公司设备提供翻新。可以达到原始设备的原始状态。在条件允许的情况下电解抛光液添加剂,甚至比原来的工厂设备亮度、粗糙度更低、耐腐蚀性更高的效果。
3、电解抛光的特点
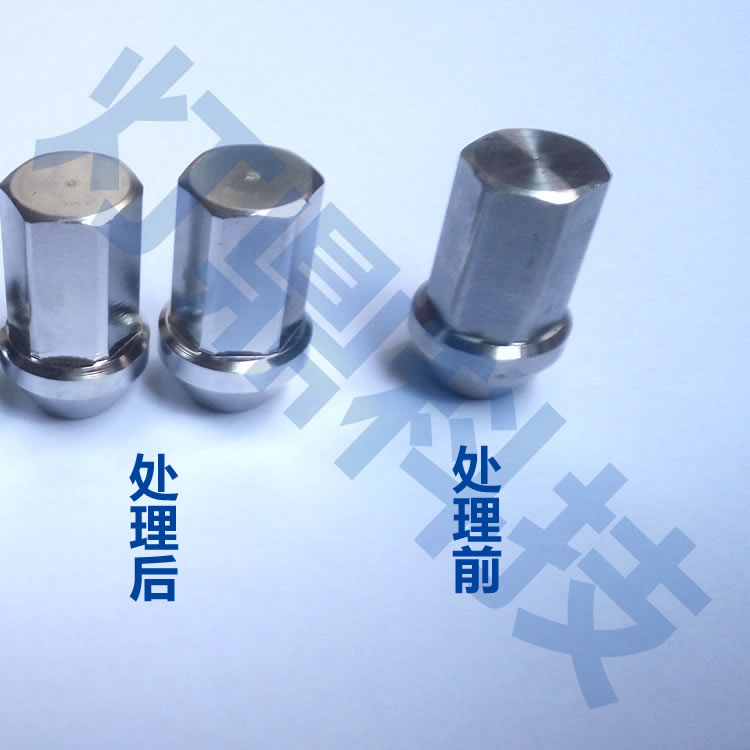
⑴内外色泽一致,光泽持久,机械抛光抛不掉的凹部也可整平。
⑵生产效率高,成本低。
⑶工件表面的耐腐蚀性能
4可以去除零件表面的毛刺

管材、型材、棒材和锻件,主要用于飞机结构件和其他高强度耐腐蚀结构件。铝及铝合金的电解抛光难度大,需要各种电解参数都合适。为了电解好的表面效果。请联系良工电化有限公司,介绍不锈钢电解抛光液,不锈钢电解抛光设备,用于全不锈钢及400系列奥氏体和马氏体材料的电解抛光,属于通用无铬光亮配方,用于工件表面粗糙度和光泽度。效果明显,抛光后表面粗糙度可达Ra02~05μ,接近镜面效果。洁具、管道、电线、架子、首饰配件、冲压件及各种五金件的内外抛光。
5、电解后的工件表面不易堆积垃圾和滋生细菌
环保通用电解液的特点
1、抛光液不含铬离子,符合当今环保要求,节省环保设备,废水处理成本低;可以通过ROSH认证
2、抛光电流密度低,电压低,功耗比传统工艺低1倍;
3、抛光效率高,质量好,可在几分钟内抛光至镜面光亮效果;
4、抛光液使用寿命长,易于维护和管理。
各种电镀、氧化、不锈钢电解抛光设备电解抛光设备,钢材表面脱脂、防锈、常温防锈发黑剂抛光的钢材表面处理产品,不锈钢表面产品除油清洗不锈钢钝化液化学抛光电解抛光。铜表面处理产品化学抛光电解抛光抗氧剂。铝表面处理产品酸洗、化学抛光、电解抛光。不锈钢、铜、铝在电解抛光中的关系,(1)碳钢又称碳钢,其含碳量为0.04-2%,按含碳量可分为低碳钢,中碳钢或高碳钢。(2)铸铁是一种含碳2%以上的铁碳合金,并含有锰、硅和少量的磷、硫。它又脆又硬. 没有延展性,(3)铝合金,铝是轻金属,有一定的延展性,铝在空气中容易氧化。
分析不锈钢电解抛光行业的发展前景
不锈钢电解抛光行业主要用于不锈钢工件的表面光亮处理。不锈钢电解抛光是以抛工件为阳极,不溶性金属为阴极,两极浸入电解槽中同时通以直流电产生选择性阳极溶解,使工件表面逐渐平整,从而达到提高工件表面光亮度的效果。接下来小编就为大家分析一下它的发展前景。
供需关系是一个行业快速发展的前提。目前,市场需求很大,但供给端略显不足,尤其是拥有核心知识产权和产品质量的企业并不多,行业整体效应。在需求阶段,行业需求量大,发展前景好,毋庸置疑。但如何保持行业的健康、稳定和发展,需要行业内企业的共同努力,尤其是本着吹毛求疵的研发精神,把生产工艺做深,降低成本,真正解决客户的实际困难,严格控制质量,提供可靠的产品。
它蒸发缓慢,可能会在铝及铝合金零件表面留下油渍,从而影响碱性清洗,当然,通过物理清洗后,对零件进行化学清洗。化学清洗方法优于物理清洗方法。两种方法结合使用。表面比较干净。水洗后只有一层水膜,化学清洗分为两种。一种是碱洗,另一种是酸洗。首先,让我们了解碱性清洗。碱性清洗剂对油脂有很强的乳化作用,生成可溶性肥皂,还可以使污垢胶状分散在溶液中。它不会沉积在铝件表面。铝件表面的油污可以清洗干净。但缺点是清洗液底部沉积的垃圾要定期清洗。而且,一定时间后,清洗剂应加入一些原液,或重新配置,然后酸洗。抛光间隔时间差是多少。就是设备抛光产品的时间是否等于未抛光产品的时间,比如(设备抛光产品的时间是20秒,20秒后电解抛光液添加剂,是不是又一批准备好了?待抛光产品)以平面自动抛光机抛光的龙虾扣产品为例。标准工作台尺寸为600mmx600mm。为了一次抛光更多的产品,客户制作了一个大夹具。它几乎占据了整个工作台。这样一来,虽然可以一次打磨很多产品,但是给装夹人员带来了很大的压力。一般来说,金属配件等小型产品的抛光时间往往只有10分钟。 -20 秒(视工艺而定),但夹持时间可能会在 30-50 秒之间变化,因此设备会等待很长时间进行抛光。
声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。






图文推荐

2022-05-05 16:58:03
2022-05-05 15:58:03

2022-05-05 14:58:03

2022-05-05 14:57:29
2022-05-05 13:58:06

2022-05-05 12:58:04
热点排行
精彩文章
2022-05-05 16:58:05

2022-05-05 16:04:29
2022-05-05 16:01:39

2022-05-05 16:01:16
2022-05-05 15:58:04

2022-05-05 13:58:05
热门推荐
